企業(yè)問題診斷
立即登記
1 制造成本體系現(xiàn)狀
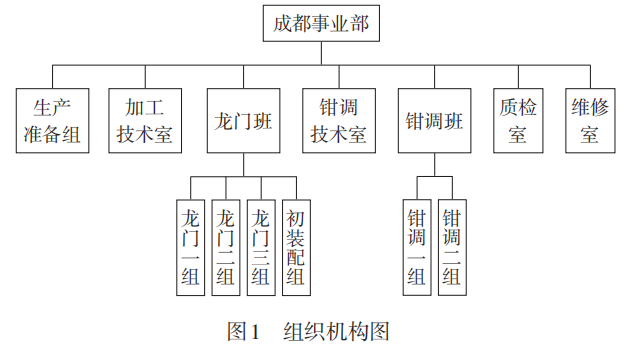
1.1組織機(jī)構(gòu)
成都事業(yè)部由4個科室及3個班組組成(見圖1),。共計76名員工,。
1.2制造設(shè)備情況
加工設(shè)備包括龍門五面加工中心4臺,五軸龍門加工中心2臺,,3+2軸龍門加工中心2臺,,數(shù)控機(jī)床2臺,搖臂鉆床3臺,,能夠滿足承接各類汽車模具覆蓋件加工需求,,主要加工設(shè)備情況如表1所示。
成形設(shè)備包括100t研配機(jī),、200t研配機(jī),、1,600t油壓機(jī)、2,200t伺服機(jī)械壓力機(jī)和7,500t壓機(jī)生產(chǎn)線,,輔助設(shè)備數(shù)控板料折彎機(jī),、數(shù)控剪板機(jī)各1臺。
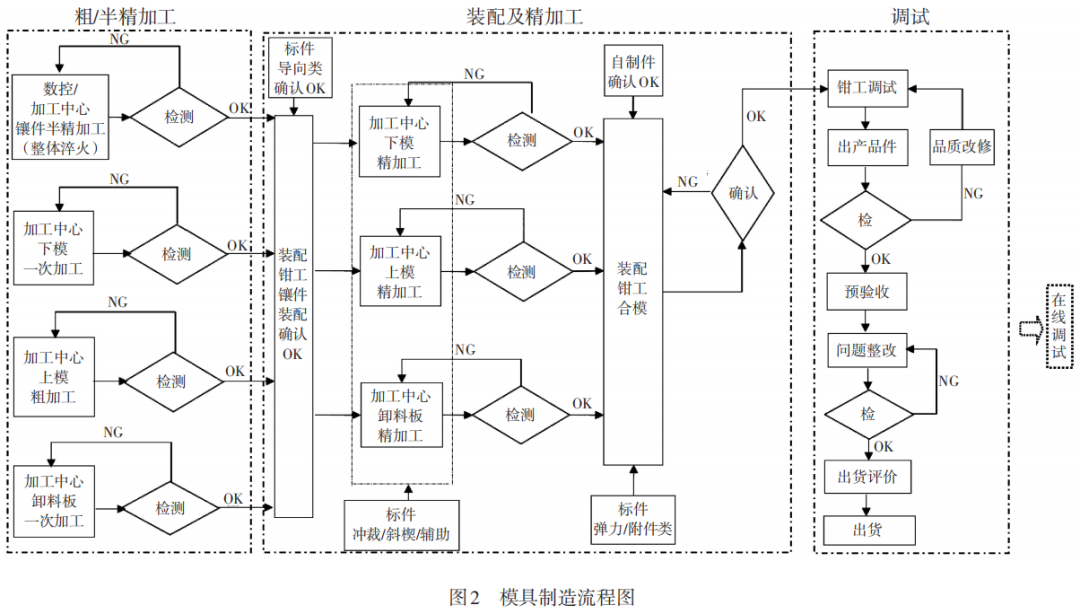
1.3制造工藝流程情況
根據(jù)項目任務(wù)書,、二級計劃制定三級計劃。技術(shù)編制工藝程序,,整理外協(xié)資料,。龍門班進(jìn)行模具粗、半精,、精加工,,初裝配進(jìn)行模具裝配,鉗調(diào)進(jìn)行模具研配,、調(diào)試達(dá)到客戶要求后發(fā)貨進(jìn)行在線調(diào)試,,在線調(diào)試完成后進(jìn)行終驗收。部分模具制造流程如圖2所示,。

1.4車間情況
模具制造車間整體面積13,824m2,,車間總長度288m,每跨寬度24m,,共3跨,。生產(chǎn)車間分成現(xiàn)場辦公室(包括加工技術(shù)室、鉗調(diào)技術(shù)室,、維修辦公室),、生產(chǎn)準(zhǔn)備室、數(shù)控加工區(qū),、初裝配區(qū),、研配區(qū),、調(diào)試區(qū)、質(zhì)檢區(qū),、淬火區(qū),、焊接區(qū)、刷漆區(qū),、清洗區(qū)等,。
2 模具制造成本體系問題分析
2.1調(diào)查情況
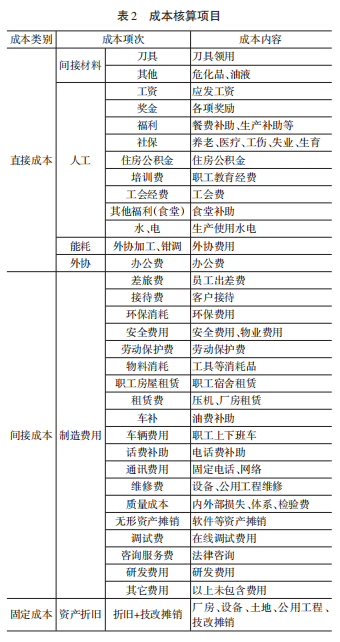
按照汽車模具制造成本構(gòu)成情況,整理成本核算涉及項目如表2所示,。
調(diào)查分析發(fā)現(xiàn)模具制造成本體系存在不足主要體現(xiàn)在間接成本,,間接成本集中體現(xiàn)在體系、標(biāo)準(zhǔn),、制造效率,、外協(xié)管控、質(zhì)量問題,、物耗等方面,。
2.2模具制造成本體系控制存在的問題
(1)管理、體系不完善,。
新建模具制造基地各項管理制度正在逐步建立和完善過程中,。管理團(tuán)隊多數(shù)是技術(shù)出身,對人,、機(jī),、料、法,、環(huán),、管理存在經(jīng)驗不足,導(dǎo)致在模具制造過程中存在管理漏洞,,管理人員成本知識不系統(tǒng),、缺乏成本控制意識,對模具制造成本構(gòu)成不熟悉等造成模具成本不斷增加,。
模具制造體系有質(zhì)量體系ISO9001,、環(huán)境體系ISO14001、職業(yè)健康體系OHSAS18001,。質(zhì)量體系在實際運行的過程中存在“兩張皮”現(xiàn)象,,模具制造過程和體系審核使用文件表格不一致造成管理成本增加。
(2)工作效率低,。
a.人員因素:新員工數(shù)量占比大,,存在工作經(jīng)驗不足,技能水平低等問題,,人才短缺在技術(shù),、龍門班,、鉗調(diào)班等科室、班組尤為突出,。作為模具制造的直接參與者,,工作經(jīng)驗、技能很大程度上制約工作效率,。因為人員原因造成質(zhì)量事故頻發(fā),,工作效率低,成本居高不下,,成本高于行業(yè)標(biāo)準(zhǔn),。
b.設(shè)備因素:除新購龍門加工中心外,其余設(shè)備服役年限為超十五年的設(shè)備,。設(shè)備精度下降嚴(yán)重,、電氣系統(tǒng)老化、缺少系統(tǒng)保養(yǎng),,轉(zhuǎn)數(shù)進(jìn)給不匹配,,設(shè)備利用率低,同時由于精度喪失,,造成加工質(zhì)量和精度差,,鉗工花費更多時間進(jìn)行模具調(diào)試。設(shè)備的動機(jī)率低于同行,,制造周期高于同行業(yè),。
c.制造工藝因素:制造工藝中缺少對重要功能面管理,數(shù)據(jù)可追溯性不強(qiáng)導(dǎo)致加工質(zhì)量不高,,造成后工序工作量增加,調(diào)試作業(yè)標(biāo)準(zhǔn)不統(tǒng)一,,鉗工按照經(jīng)驗作業(yè),,模具調(diào)試過程記錄缺失,工序交接采用口頭交接無追溯性,,造成模具質(zhì)量不可控,,成本居高不下。
d.外協(xié)因素:具備指導(dǎo)性技能的人員有限,,造成外協(xié)工作監(jiān)管失控,,對合作伙伴培訓(xùn)不到位,標(biāo)準(zhǔn)滯后,、不統(tǒng)一,,造成模具外協(xié)質(zhì)量、成本增加,。
(3)質(zhì)量問題突出,。
員工質(zhì)量意識淡薄,,是造成質(zhì)量問題主觀因素。模具制造環(huán)節(jié)涉及各工序相互協(xié)作,,若前工序發(fā)生質(zhì)量問題沒有及時處理,,遺留到后工序甚至流轉(zhuǎn)到客戶,造成的質(zhì)量損失不可預(yù)估,。質(zhì)量問題及時發(fā)現(xiàn),、解決可有效控制周期和成本,若后期發(fā)現(xiàn)模具問題,,花費的成本將是幾倍甚至幾十倍,。員工經(jīng)驗不足、技能水平不高,,也是造成模具制造成本增加的原因之一,。
3 模具制造成本管控優(yōu)化對策
3.1體系、標(biāo)準(zhǔn)改善
(1)完善管理制度,。
梳理管理制度找出管理制度中的不足,,同時邀請員工代表參與管理制度的編寫、修改,、審核,,讓員工理解各項管理制度,明白管理制度建立的作用和意義,,能夠自覺遵守自己參與制定的管理辦法,。管理人員必須以身作則嚴(yán)格遵守各項管理制度,監(jiān)督和考核全員的行為規(guī)范,。逐步讓全員養(yǎng)成自行遵守規(guī)章制度的習(xí)慣,,然后把習(xí)慣升華成素養(yǎng),讓全員成為高素養(yǎng)的人才,。
(2)體系適應(yīng)生產(chǎn),。
找出體系在生產(chǎn)運行過程中不適應(yīng)的環(huán)節(jié),針對問題逐項研討,,并進(jìn)行解決,。在研討中進(jìn)行培訓(xùn)讓全員懂得體系的作用,并在研討中讓各工序清楚自己在體系運行中的作用,,若不按照體系文件執(zhí)行會造成損失及后果,,促使生產(chǎn)活動中使用的文件、控制表格與體系相一致,,讓體系真正在模具制造中起帶頭作用,。
(3)增加模具過程控制。
在模具加工和鉗調(diào)建立過程控制表格,加工過程控制表由加工技術(shù)進(jìn)行書面記錄,,加工技術(shù)分別對材料,、加工技術(shù)、加工,、初裝配,、總裝檢驗等方面進(jìn)行跟蹤記錄。鉗調(diào)過程控制表由鉗調(diào)技術(shù)進(jìn)行書面記錄,,鉗調(diào)技術(shù)在研配,、調(diào)試、預(yù)驗收,、出貨,、在線問題處理等方面進(jìn)行全過程跟蹤記錄。問題點采用圖片說明方式進(jìn)行記錄,,整改完成后附上圖片說明進(jìn)行消項,,確保過程控制真實有效。
(4)完善作業(yè)標(biāo)準(zhǔn),。
梳理模具制造過程中的作業(yè)標(biāo)準(zhǔn),、作業(yè)指導(dǎo)書。對加工技術(shù),、鉗調(diào)技術(shù),、加工、初裝配,、總裝,、研配、調(diào)試,、質(zhì)檢,、設(shè)備維修作業(yè)標(biāo)準(zhǔn)和作業(yè)指導(dǎo)書進(jìn)行更新,對標(biāo)準(zhǔn)和指導(dǎo)書進(jìn)行量化,,借助培訓(xùn)日,,讓員工一起參與作業(yè)標(biāo)準(zhǔn)和作業(yè)指導(dǎo)書的討論中來。在討論過程中發(fā)現(xiàn)問題,,并對不準(zhǔn)確的地方進(jìn)行修訂,同時又可以在討論過程中對全員進(jìn)行培訓(xùn),。作業(yè)標(biāo)準(zhǔn)運行后,,再組織全員進(jìn)行討論和培訓(xùn),讓全員更加清楚標(biāo)準(zhǔn)與規(guī)范,。將標(biāo)準(zhǔn)規(guī)范公開,,讓全員進(jìn)行相互監(jiān)督。
3.2提高生產(chǎn)效率
(1)創(chuàng)新培訓(xùn)方式,,完善激勵機(jī)制,,提升員工技能素質(zhì),。
切實開展培訓(xùn),創(chuàng)新培訓(xùn)方式,,避免走過場,,為了培訓(xùn)而培訓(xùn)。全面開展技能等級評定,,建立學(xué)習(xí)的氛圍,,培養(yǎng)技能隊伍。部門在年度績效管理辦法中進(jìn)行創(chuàng)新獎勵,,讓有擔(dān)當(dāng)?shù)膯T工每年以減少工時方式提升效率,,達(dá)到按照標(biāo)準(zhǔn)規(guī)范做事,對于節(jié)省行為進(jìn)行獎勵,。實行年度績效管理辦法,,調(diào)動員工的積極性和能動性,對老員工抱怨和吃大鍋飯的問題逐步解決,。
(2)完善設(shè)備維護(hù)保養(yǎng),,提高設(shè)備有效利用率。
設(shè)備保養(yǎng)分為日常保養(yǎng)和常規(guī)保養(yǎng),,按每日,、周、月,、季度,、年度進(jìn)行保養(yǎng)。日常保養(yǎng)由操作人員做,、設(shè)備人員進(jìn)行巡檢確認(rèn),,日常維護(hù)內(nèi)容主要有設(shè)備5S,加油和回收廢油,、清潔過濾網(wǎng)濾芯等,。常規(guī)保養(yǎng)主要由設(shè)備維修員進(jìn)行、按期進(jìn)行年度保養(yǎng)和專業(yè)公司進(jìn)行設(shè)備精度調(diào)整,,比如設(shè)備幾何精度復(fù)查和調(diào)整,,聯(lián)合維修部進(jìn)行確認(rèn)。通過系統(tǒng)設(shè)備日常保養(yǎng)和常規(guī)保養(yǎng),,提高設(shè)備精度,,減少設(shè)備停機(jī)時間,提高設(shè)備利用率,。設(shè)備維護(hù)保養(yǎng)不能直接帶來成本節(jié)約但對模具制造質(zhì)量,、效率提升有決定性作用。
(3)優(yōu)化工藝,推進(jìn)制造精細(xì)化,。
推進(jìn)制造精細(xì)化,。技術(shù)人員在工藝編制前熟悉模具結(jié)構(gòu),對重要結(jié)構(gòu)面重點規(guī)劃工藝路線,,保證重要的面提高精度,、不重要的面降低精度、不需要的面進(jìn)行避空處理,,最終達(dá)到模具制造精度要求,。細(xì)化模具結(jié)構(gòu),將現(xiàn)有的刀具,、設(shè)備編制標(biāo)準(zhǔn)對技術(shù)人員進(jìn)行培訓(xùn),,減少模具干涉、提高模具可加工性,,在現(xiàn)有基礎(chǔ)上總結(jié)提高,,降低加工制造難度,提高型面加工質(zhì)量,。對模具精度要求進(jìn)行細(xì)化,、優(yōu)化工藝路線,預(yù)計可以提高加工效率3%左右,。
根據(jù)模具制造需求,,工藝安排上綜合考慮機(jī)床成本與加工效率,根據(jù)現(xiàn)有設(shè)備精度狀態(tài)區(qū)分粗,、半精加工,、精加工制定工藝路線,選用最為合適的加工設(shè)備,、刀具,、刀片等。在模具加工過程中對設(shè)備的選擇可以基本固定,,刀具方面生產(chǎn)準(zhǔn)備員和技術(shù)員一起對刀具進(jìn)行梳理,、建立刀具庫,對不必要刀具,、比較相近的刀具進(jìn)行刪減,、建立刀具庫驗證合理的切削加工參數(shù),如吃刀量,、進(jìn)給速度和轉(zhuǎn)速等相關(guān)方面的需求,。參考刀具廠商提供推薦參數(shù),及時對存在打問題進(jìn)行探討和解決,,避免刀具損壞,避免切削參數(shù)不合理帶來的加工質(zhì)量損失等風(fēng)險。在刀具使用過程由生產(chǎn)準(zhǔn)備員按工藝流程進(jìn)行刀具配置,,刀具回收后利用刀具預(yù)調(diào)儀進(jìn)行精度確認(rèn)保證刀具精度,。
3.3模具制造過程控制,提高制造質(zhì)量
(1)提高全員質(zhì)量意識,。
模具制造精度控制在加工精度±0.05mm,調(diào)試精度±0.1mm(壓機(jī),、模具存在變形情況),首次上機(jī)著色率70%以上,,首次供件零件合格率85%以上,,過程中自檢與互檢、專撿差異率最大控制在5%以內(nèi),。提升員工質(zhì)量意識,,員工對自己崗位和工作的熱愛,也是一個關(guān)鍵因素,,這也是決定員工在工作中是否細(xì)心的主要方面,,員工對產(chǎn)品性能和模具制造過程的熟悉程度,也決定員工質(zhì)量意識的重要方向,。在激烈的市場競爭中,,只有靠質(zhì)量才能贏得市場,提高產(chǎn)品質(zhì)量的關(guān)鍵是培養(yǎng)員工的質(zhì)量意識,。
(2)模具制造過程質(zhì)量控制,。
建立完善的模具制造過程質(zhì)量控制體系。從理論角度看,,產(chǎn)品的質(zhì)量是前期構(gòu)建出來的,,并不是最后檢測出來的。完善的制造過程質(zhì)量控制始終貫穿整個模具制造過程,,對整個過程進(jìn)行整體管控,,在哪里出了問題,及時反饋問題和處理問題,。實際運行過程中工藝程序由技術(shù)負(fù)責(zé)人進(jìn)行確認(rèn),、班組長進(jìn)行審核;數(shù)控加工嚴(yán)格執(zhí)行自檢,、班組長巡檢,,確認(rèn)型面、輪廓,、平衡塊,、限位塊、導(dǎo)向等關(guān)鍵尺寸是否加工合格,,并使用三坐標(biāo)進(jìn)行專檢,;初裝配人員進(jìn)行模具裝配后自檢,、質(zhì)檢人員進(jìn)行抽檢、組長進(jìn)行專檢確認(rèn),;模具調(diào)試由調(diào)試人員完成工作后自檢,、班組長進(jìn)行巡檢確認(rèn),、鉗調(diào)技術(shù)對型面輪廓間隙,、導(dǎo)向,、研配等進(jìn)行專檢確認(rèn)。在模具制造全過程推行下工序檢上工序也是提升質(zhì)量控制的關(guān)鍵因素,。
3.4建立全成本管控機(jī)制
在模具制造過程中,,隨著制造過程的推進(jìn),成本的消耗越來越多,,面對時刻變化著的時局,,只靠管理人員很難判斷模具制造過程中制造成本是否正常。建立全面的成本管控,,建立模具全成本核算機(jī)制,,劃小核算單元,對模具制造成本構(gòu)成進(jìn)行全員培訓(xùn),,把成本細(xì)分到班組,、班組成本細(xì)分到每位員工。每年對超預(yù)算的項次或者成本占比比較大的工序制定成本下降目標(biāo)并進(jìn)行確認(rèn)考核,。鼓勵全員提合理化建議,、對提出切實可行的合理化建議項次給予獎勵并進(jìn)行公示,合理化建議實施后并驗證效果,,逐步達(dá)到全成本管控機(jī)制,。
聲明:本網(wǎng)站部分作品內(nèi)容(視頻、圖片,、文章等)來源于互聯(lián)網(wǎng)公開途徑搜索獲取,,并未限制轉(zhuǎn)載或者復(fù)制,如涉及作品侵權(quán)問題,,請第一時間告知,,我們將根據(jù)您提供的初步證明材料確認(rèn)版權(quán)并第一時間刪除。


